Can you have too much detail? Surely if some is good, more is better? Like many things in life, there can be too much of a good thing when it comes to detail in an RCM study and finding the right balance can be tricky. Too little detail and you may miss things, too much and you could suffer from ‘analysis paralysis!’
So how do we know when we’ve ‘drilled down’ far enough to be thorough but not too far?
John Moubray summarized it nicely in his RCM 2 textbook:
“Failure Modes should be defined in enough detail for it to be possible to select a suitable failure management policy” (Moubray, 2007)
So what is a suitable failure management policy? The failure management policy is the approach chosen in order to mitigate the consequences of failure to an acceptable level.
Let’s consider two pumps; one is a large, complex gas compression pump and the other is a small air conditioning pump on a fork lift.
When trying to understand what the ‘suitable failure management policy’ is, it is necessary to take into account the ‘bigger picture’ of the equipment under consideration:
Function
What is the function of the machine? What is its purpose? Understanding this will help to understand the consequences of the failure, which in turn will help define the criticality.
Criticality
How critical is the failure? Criticality is a product of the severity of the consequences of a failure multiplied and the frequency of occurrence.
In the case of large gas compression pump, a failure could result in product not being delivered, costing $1000’s per hour of downtime. Or for the forklift a/c pump it could be returning the forklift to be swapped for another in the fleet.
Repair vs. replace policy
Another aspect to consider is what is the corrective action? Is it feasible/cost effective to stock the spares and perform a repair activity in-situ, or to simply replace with a new unit?
For a large, expensive pump it would be more expensive to replace the entire unit than to replace a worn seal. Whereas for a small a/c pump it would be more cost effective to discard it and replace with a new one.
Hidden failure
Are the failures evident in normal operation, or do they require fault finding to be performed? Can the seals be seen to check for signs of leakage?
Operating context
How accessible is the equipment? Is scaffolding required? Is the plant required to be shut down? Does the equipment need to be partially dismantled e.g. removing guards etc? Is there any redundancy in place? Is the equipment in a remote location, or a challenging environment?
These are just some things to consider when considering what a ‘suitable failure management policy’ might be for your particular piece of equipment.
Back to our pump examples;
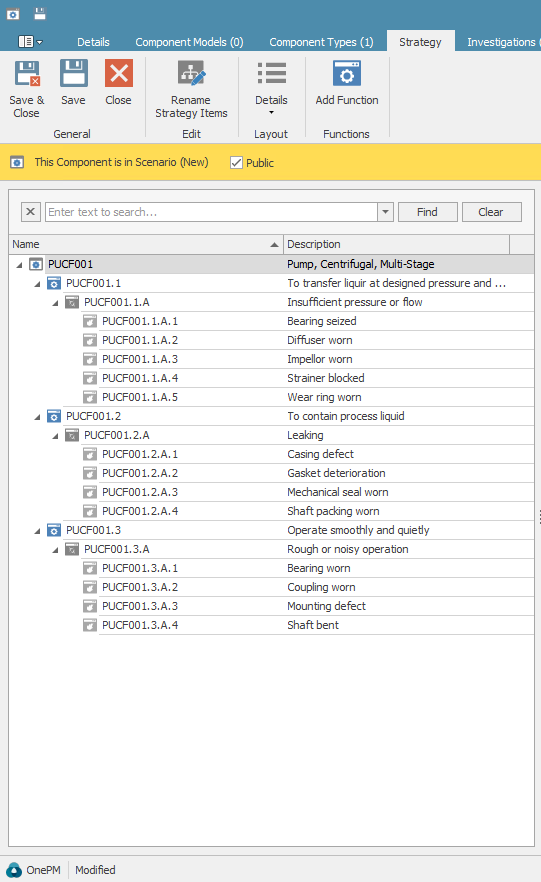
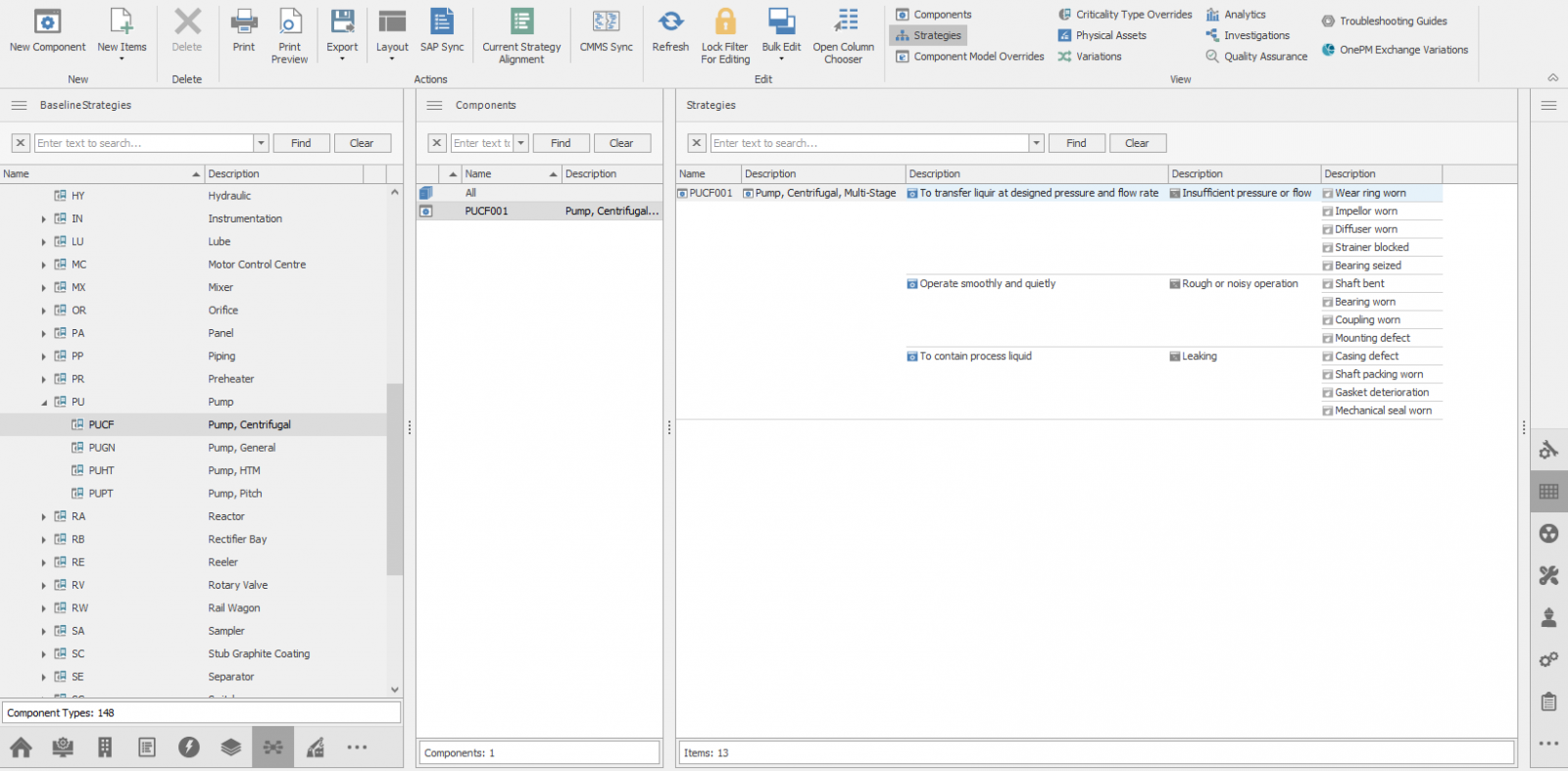
For the large gas compression pump, it is expensive to replace, critical if it fails and is accessible for in-situ repair during scheduled shut downs. In this case the FMEA would be far more detailed, including several failure modes, each with its own inspection or planned maintenance tasks, which would combine to form the ‘Failure Management Policy’ for this pump.
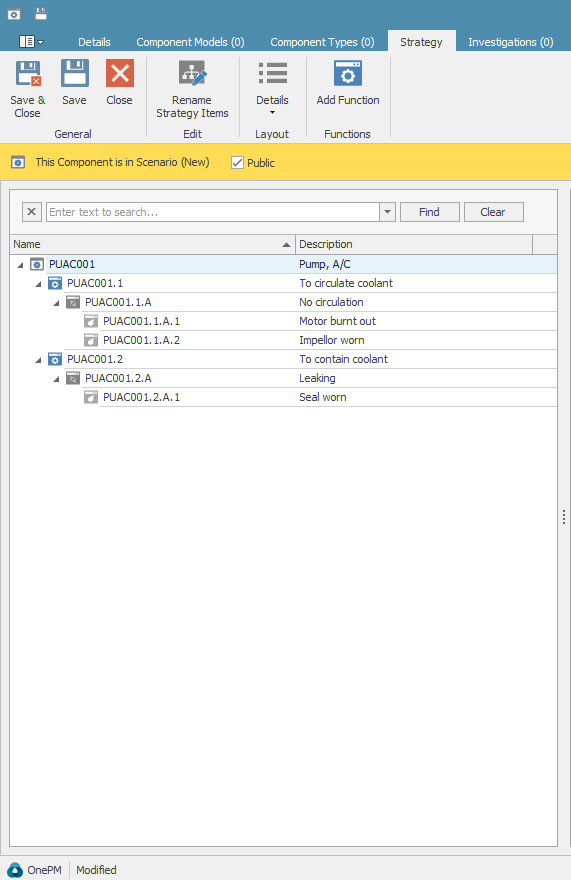
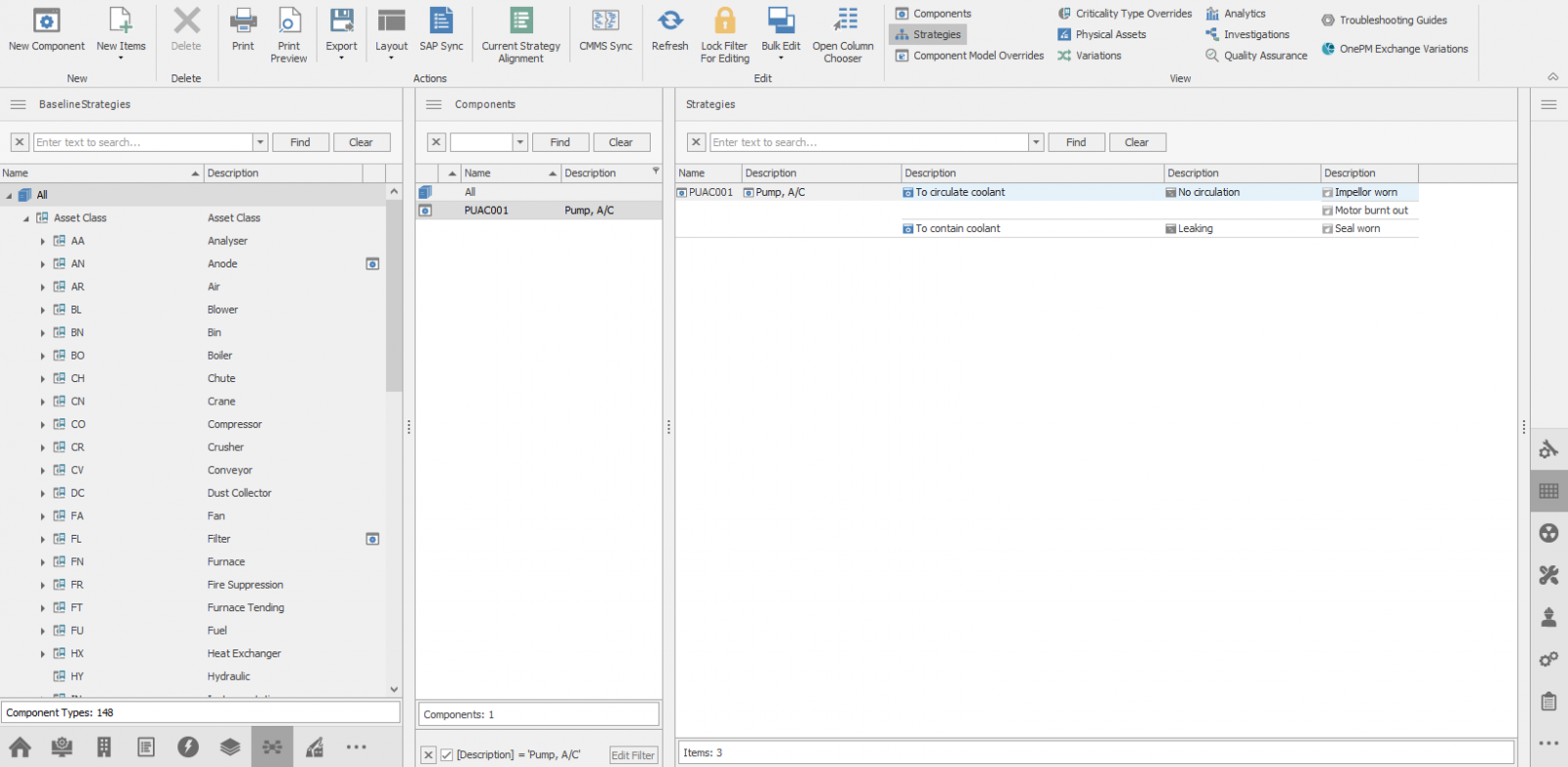
For the small AC pump on a forklift, let’s say it’s inaccessible for inspection, not critical if it fails and would be replaced rather than repaired. Our FMEA might only include a small number of failure modes, such as ‘Seal worn’, ‘Impellor worn’ and ‘Motor burnt out’ and our corresponding ‘Failure Management Policy’ would be ‘No scheduled maintenance’ and the corrective action would be to ‘Replace AC pump’.
In conclusion, it can be a challenge to know how much detail to go into when performing an RCM analysis, but the aim is to go into enough detail to determine a suitable failure management policy. Considering the ‘bigger picture’ of the equipment you are analyzing will help guide you as to the level of detail required.